
Дана стаття - частина великого матеріалу про завод "Интерскол-Алабуга", одному з небагатьох підприємств з виробництва електроінструменту і засобів малої механізації на території Росії. Ще більш примітний той факт, що це новітня виробничий майданчик в нашій країні, введена в лад в 2014 р В перспективі, після запуску всіх 3-х запланованих черг, "Интерскол-Алабуга" стане найбільшим галузевим заводом в РФ, здатним випускати до 5 млн. одиниць готової продукції в рік, покриваючи близько 25% потреб вітчизняного інструментального ринку.
Ну а поки поговоримо про першу чергу заводу, яка практично з моменту свого запуску працює в повну силу. Потужне, сучасне і високотехнологічне підприємство, безсумнівно, заслуговує найпильнішої й усебічного вивчення як зсередини, так і зовні. Ласкаво просимо в завтрашній день індустрії виробництва електроінструменту і засобів малої механізації! 
Ще статті матеріалу:
- "Интерскол-Алабуга". Лиття металів, мехобработка і фарбування.
- "Интерскол-Алабуга". Виробництво електродвигунів, частина 1.
- "Интерскол-Алабуга". Виробництво електродвигунів, частина 2.
- "Интерскол-Алабуга". Невиробничі площі.
Зварювальні роботи
Корпус інструменту - одна з найважливіших його частин, адже багато споживачів вибирають інструмент саме "по одягу", звертаючи увагу на якість і акуратність виготовлення зовнішніх елементів конструкції. Отже, корпус повинен бути добротним, міцним і бездоганним на від.На заводі "Интерскол-Алабуга" змонтовано лінію термопластавтоматів з виготовлення пластикових деталей. Так вона виглядає на загальному плані. 
Сюди по конвеєру подається сировина - гранульований склонаповнений поліамід. Весь процес автоматизований: розплавлений матеріал під тиском впорскується в ливарні форми, витримується кілька секунд, після чого спеціальний маніпулятор (його роботу можна побачити на фото зліва) поміщає відлиту деталь на конвеєр, по якому вона потрапляє в корзину. На цьому етапі участь людини не потрібно, однак згодом буде потрібно на спеціалізованих верстатах акуратно зачистити літники. 
Частина корпусних елементів додатково піддається заливці гумових накладок, що дозволяють користувачеві надійно утримувати інструмент в процесі роботи. Процес також автоматизований, операція виконується подвійним шприц-пресом, причому оператор установки візуально перевіряє якість кожного виробу. 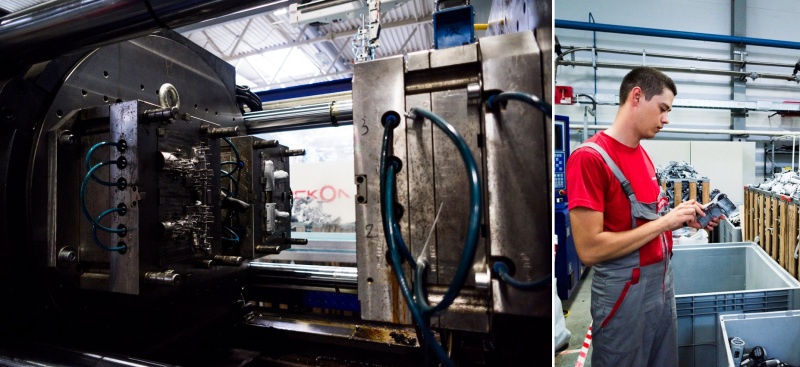
Крім корпусних деталей і рукояток (на фото - основна рукоятка перфоратора "Интерскол" П-28 / 800ЕВ) в цеху пластикового литва відливаються діафрагми, крильчатка (вентилятори) для електродвигунів та інші деталі з пластика. 
Сировина для роботи термопластавтоматів надходить по пневматичної трубопроводу з розташованого в сусідньому приміщенні складу. Ось як виглядають прийомні бункери і ємності. 
Поруч знаходиться лінія з випуску пластикових кейсів методом видування: з подає дорна виходить поліетиленовий "мішок", установка формує її в валізу, а оператору залишається лише контролювати процес і отримувати готові вироби. 
Надлишки лиття акуратно обрізаються і складаються в кошик. Згодом вони переробляються подрібненням (видно на фотографії праворуч) і використовуються знову. 
Неподалік знаходиться ремонтна дільниця, обслуговуючий ливарні цехи. Тут, наприклад, шліфуються прес-форма і її штовхач. 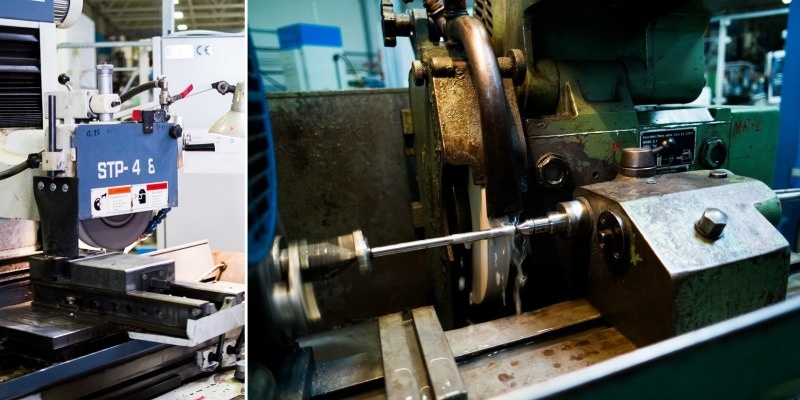
збірка
Збірка кінцевої продукції - це одна з тих операцій, яка вимагає участі людини. Практично на будь-якому машинобудівному підприємстві, будь то автомобільний завод або фабрика з випуску велосипедів, фінальна збірка виконується вручну. Виробництво електроінструменту і засобів малої механізації на заводі "Интерскол-Алабуга" - не виняток.
Наприклад, так відбувається напресовування заднього підшипника якоря електродвигуна. 
А так виглядає запрессовка шарикопідшипника в редуктор дрилі ДУ-13 / 750т. 
На цій ділянці за допомогою спеціальних машин виконується опресовування контактів дроти. До речі, самі уважні можуть розгледіти тут будівельний фен "Интерскол", за допомогою якого виконується термоусадка ізолюючого проводу трубки. 
Невеликий відступ: у виробництві продукції російської торгової марки "Интерскол" беруть участь і інші інструменти російської торгової марки Интерскол. Наприклад, на збірці вертикальних перфораторів П-28 / 800ЕВ використовуються акумуляторні дрилі-шурупокрути серії М2 - стандартні, але без наклейок. 
Основна лінія - це кінцевий етап складання інструменту, коли електричні, механічні частини і корпусні деталі зливаються воєдино. Тут працює найбільша кількість людей. 



Дружний колектив співробітниць складального ділянки, відповідальних за наклеювання маркувальних етикеток, ніколи не сумує! Одна з фінальних стадій народження російського електроінструменту: саме тут він знаходить своє ІМ'Я. 
Співробітниці пакувального ділянки цілком задоволені своєю роботою. 
Контроль якості
Кожен випускається екземпляр електроінструменту, перш ніж відправитися на упаковку, проходить ретельну перевірку. По-перше, в кінці складальної лінії співробітник включає пристрій і проводить його обкатку на спеціальному стенді. Крім того, вироби проходять тест на електробезпека. 
До перфораторів особливе ставлення: вони перевіряються на коректність роботи в режимі з ударом і на спрацьовування захисної муфти - долото блокується в гнізді з плоским шліцом на спеціальній металевій формі. 
Крім усього іншого, обрані випадковим чином зразки продукції відправляються в лабораторію, де піддаються ресурсним випробуванням на спеціальних стендах. Наприклад, УШМ повинна пропрацювати тут не менше 200 годин без ремонту (заміна вугільних щіток електродвигуна не береться до уваги). 