

В очікуванні складання великої шафи вирішив написати маленький огляд по присадним пристосуванням. Чим точніше буде виконана присадка, тим якісніше буде в підсумку зібрано меблі. Так як доступу до промислових свердлильно-присадним верстатів у домашніх майстрів немає, доводиться використовувати те що є у вільному доступі. Давайте розглянемо деякі меблеві з'єднання і способи їх присадки на прикладі застосування продукції компанії WPW Engineering.

Збірка меблів здійснюється на так звані конфірмати, багатьом вони відомі під назвою - «єврошурупи», «шурупні стяжка», «евровінт». До речі, назва даний вид з'єднання отримав від назви однойменної німецької торгової марки «Confirmat». Для з'єднання за допомогою Конфірмат необхідно просвердлити отвір, але посилюється все сверлением декількома діаметрами свердел, так як конфирмат по довжині стрижня має різні діаметри. Можна застосувати свердла діаметром 5 і 8 мм, а потім зенковкой зробити потай для головки Конфірмат, а можна застосувати спеціалізоване свердло, яким за один раз робиться присадних отвір і потай для Конфірмат.

Принцип дії даного свердла простий, свердлами набриднений отвір для частини гвинта з різьбленням, а двоступеневої зенковкой робиться отвір для гладкої частини гвинта і потай для головки. Всі діаметри свердлити за один раз що спрощує і прискорює процес роботи. Такими свердлами я користуюся вже давно і накопичилося у мене їх декілька видів. Хочу зауважити, що якість свердла залежить безпосередньо від його вартості. Два свердла у мене «noneme» і питань до них дуже багато. Почнемо з того що свердла стоять у них «пластилінові» і їх варто відразу замінити на щось хороше, так як працювати кривим свердлом не дуже зручно. Але і з заміною не все просто, через погану якість стопорного гвинта, після декількох разів відкручування-закручування, шліци на гвинті злизуються і необхідно знову шукати щось більш якісне. Заточка зенковки тримається вкрай недовго, тому постійно потрібно правити зенкер. Всіх цих недоліків немає в трехступенчатом свердлі WPW Свердел упаковано в поліетиленовий «конверт» з нанесеним кодом товару та логотипом компанії. Саме свердло законсервовано в силікон, який з легкістю віддаляється і не залишає слідів. Свердло складається з трьох деталей і поставляється в комплекті з ключем. Спіральні свердла виконано зі швидкорізальної сталі марки HSS. Фіксація свердла в Зенкера здійснюється за допомогою стопорного гвинта з внутрішнім шестигранним шліцом за допомогою ключа який йде в комплекті. Двоступеневий зенкер виконаний із загартованої сталі і має одне ріжуче лезо. На свердлі є написи вказують:
- каталожний номер свердла ASD0704D
- діаметри ступенів, мм 5х7х10
В каталозі WPW є триступінчасті свердла з різними хвостовиками, я вибрав свердло з шестигранником 1/4 "(6.3mm) HEX серії ASD для використання з бітотримач 1/4", також є серія ACD з циліндричним хвостовиком під патрон звичайної дрилі або шуруповерта.


Як проявить себе свердло покаже час, але поки перші враження від трехступенчатого свердла, тільки позитивні. Рівне, міцне свердло з швидкорізальної сталі, відсутність будь-якого биття, можливість швидкої зміни оснащення завдяки шестигранником 1/4 ", якісний гвинт в комплекті з ключем. 
Далі хочеться поговорити про з'єднання на ексцентрикові стяжки, так звані з'єднання на рафікси і мініфікси. Дані сполуки, як і попередні, вимагають свердління отворів як наскрізних так і глухих. Але якщо зі свердлінням під штоки (дюбеля) все ясно, їх можна просвердлити звичайним циліндричним свердлом по дереву або металу, то зі свердлінням під сам ексцентрик є невелика складність. Найпростішим способом є свердло Форстнера або чашкові свердла, вставлені в дриль. Свердла, з наявних в моєму розпорядженні, китайського походження, вистачає їх не на довго, та й використовувати з дрилем не дуже зручно. Як варіант, можна використовувати професійні чашкові свердла для свердлильно-присадних верстатів серії MPK. Свердла використовуються на виробництві, мають дуже високу якість, випускаються великими партіями і тому мають меншу вартість ніж подібне свердло для індивідуального використання з такими ж якісними характеристиками.

До всіх цих плюсів є дуже великий мінус. Свердла для присадних верстатів мають стандартні хвостовики, діаметром 10 мм з лискою. На жаль дану фрезу неможливо поставити в ручний фрезер, так як стандартні цанги для ручних фрезерів 6, 8 і 12 мм. Компанія WPW Engineering адаптувала дане свердло для використання в звичайному Фрезер за допомогою перехідника серії TA. Перехідники мають посадочне гніздо під хвостовик 10мм з двома стопорними гвинтами для фіксації свердла і хвостовик під 6, 8 і 12 мм в метричній системі і 1/4 "і 1/2" в дюймової. Даний перехідник дозволяє поставити професійне свердло в звичайний ручний погружной фрезер і використовувати його для свердління глухих отворів в ДСП (ЛДСП). Тобто за допомогою даних інструментів і пристосувань ми можемо отримати «mini свердлильно-присадних верстат». Для свердління фрезером краще підійдуть свердла довжиною 56, 5 мм (серія MPK ХХ07), це пов'язано з використанням адаптера і робочим ходом фрези. При нестачі вильоту бази, можна зробити прокладку з необхідним розміром для бази фрезера. В наявності у мене є перехідник під 8мм цангу.
На переходнике є написи вказують:
- каталожний номер TA 10005
- діаметр під хвостовик, мм 10




Розглянемо детальніше чашкові свердла WPW. Свердло оснащено твердосплавних пластиною з напрямних центром і підрізачами з твердого сплаву, а також регулювальний гвинт в хвостовику. Регулювальний гвинт можна викрутити, так як він нам не знадобитися. Свердла поставлятися, як і розглянуте вище триступеневе свердло в поліетиленовий «конверті» і мають консервацію з силікону.
На свердлах є написи вказують:
- каталожний номер свердла MPK1507 (MPK2017)
- діаметр, мм 15.0 (20.0)




Кілька слів про позитивні моменти при використанні ручного фрезер для присадки корпусних деталей. Так як фрезер використовується із занурювальним базою, можна гарантувати точність позиціонування отвори і його вертикальність. За допомогою револьверного упору можна налаштувати глибину занурення свердла, за допомогою паралельного упору відступ від кромки. До Фрезера можна підключити систему пиловидалення. Завдяки високих обертів отвір виходить рівним і без сколів. Варто звернути увагу що отвори слід робити на найменшій швидкості фрезера, так як фрезер - це високо спритний інструмент, а свердла розраховані для використання в свердлильно-присадних верстатах які працюють зі швидкостями до 9000 об / хв. Так само варто звернути увагу що свердла Форстнера не призначені для використання в Фрезер і їх категорично заборонено використовувати з даним інструментом. 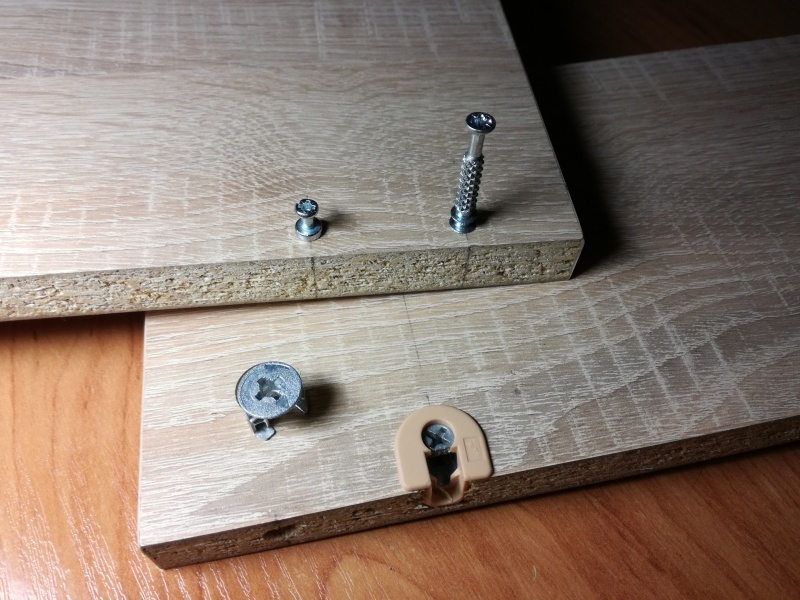


Більш детально, процес свердління, я опишу процес в статті про виготовлення шафи, а поки протестуємо свердла на обрізку ЛДСП із застосуванням фрезера, дрилі і шуруповерт. Фрезер будемо використовувати Makita RT 0700 CX2, дриль - Boсsh PSB 650RE, шуруповерт - Bosch GSR 12-15 і DeWALT DCD785. 


Для наочності розмітив ЛДСП (Egger) і виконав свердління:
1 - фрезером Makita RT 0700 CX2, свердло MPK1507 з перехідником Ø15мм - 3 шт. і дрилем Boсsh PSB 650RE, свердло MPK2017 Ø20мм.
2 - шуруповертом DeWALT DCD785, свердло MPK1507 Ø15мм - 2 штуки і шуруповертом Bosch GSR 12-15, свердло MPK2017 Ø20мм і свердло MPK1507 Ø15мм.
3 - шуруповертом DeWALT DCD785, свердло «noname» Ø15мм і «noname» Ø20мм.
4 - дрилем Boсsh PSB 650RE, свердло «noname» Ø15мм і «noname» Ø20мм. 
При свердлінні фрезером відсутня вібрація інструмента, як на холостих обертах, так і під навантаженням, це говорить про гарній балансуванню чашкового свердла і перехідника. Отвори виходить рівними, без сколів, зусиль при заході свердла в матеріал не виникає, швидкість свердління дуже висока. Для повної зручності необхідно налаштувати револьверний упор на необхідну глибину занурення і виставити паралельний упор на необхідний відступ від краю. Мій простенький керамічний фрезер на 700Вт із завданням впорався чудово, думаю в Фрезер потужніший занурення зовсім не відчуватиметься. Також хочу нагадати, що хвостовики бувають під все цанги і проблем з установкою не буде.
Дриль на максимальних обертах (3000 об / хв) і два шуруповерта на друге швидкостях (1800 і 1300 об / хв) так само впоралися з поставленим завданням. При свердлінні дрилем або шуруповертом необхідно контролювати перпендикулярність інструменту площині заготовки. При свердлінні свердлами «noname» доводитися злегка відхиляти інструмент в різні боки що б свердло різало ДСП, що викликало невеликі відколи, які хоч і не критичні, але загальне враження псують. Трохи більше зусиль довелося докласти при використанні 12В шуруповрета, на увазі слабких оборотів. Свердла WPW заходили без проблем, в коливальних рухах необхідність була відсутня. Краї вийшли без сколів.
Так само протестував і триступінчаті свердла наявну. Два свердла «no name» виробника і одне свердло WPW марки ASD0704D. Вхід свердла в усіх випадках хороший, але коли «no name» свердла занурюються до рівня зенковки починаються проблеми. І якщо в першому діаметрі зенковки це несуттєво, то в зенковкой під потай гвинта, зенкер вириває ДСП і псує кромку. Проблему можна вирішити шляхом правки леза зенковки, але виходячи з досвіду використання «no name» свердел, це необхідно робити дуже часто, щоб гарантувати хороший результат. Свердло WPW все три отвори робить без сколів і з великою швидкістю. Результати тесту можна подивитися на фото нижче.

Ну і була зроблена спроба просвердлити отвір Ø35мм невідомим свердлом без твердосплавних напайок, спроба закінчилася так і не почавшись, через те, що свердло відмовлялося входити в матеріал, хочу зауважити, що даними свердлом в минулому було виконано близько 8 отворів.


В результаті враження від свердел компанії WPW Engineering залишилися тільки позитивні.
Нехай ваш інструмент служить вам довго і приносить тільки позитивні емоції!
Якщо сподобалася стаття натискай - «Це корисно!», Пишіть відгуки, критику і пропозиції в обговореннях! Всім дякую! Всім добра!