
Дана стаття - частина великого матеріалу про завод "Интерскол-Алабуга", одному з небагатьох підприємств з виробництва електроінструменту і засобів малої механізації на території Росії. Ще більш примітний той факт, що це новітня виробничий майданчик в нашій країні, введена в лад в 2014 р В перспективі, після запуску всіх 3-х запланованих черг, "Интерскол-Алабуга" стане найбільшим галузевим заводом в РФ, здатним випускати до 5 млн. одиниць готової продукції в рік, покриваючи близько 25% потреб вітчизняного інструментального ринку.
Ну а поки поговоримо про першу чергу заводу, яка практично з моменту свого запуску працює в повну силу. Потужне, сучасне і високотехнологічне підприємство, безсумнівно, заслуговує найпильнішої й усебічного вивчення як зсередини, так і зовні. Ласкаво просимо в завтрашній день індустрії виробництва електроінструменту і засобів малої механізації! 
Всі статті матеріалу:
- "Интерскол-Алабуга". Лиття металів, мехобработка і фарбування.
- "Интерскол-Алабуга". Зварювальні роботи, складання та контроль якості.
- "Интерскол-Алабуга". Виробництво електродвигунів, частина 1.
- "Интерскол-Алабуга". Невиробничі площі.
Цей матеріал є продовженням цього запису.
Наступна виробнича лінія перетворює заготовку в повноцінний ротор. Це роботизований конвеєр, на якому виконуються десятки операцій. Найбільше дану ділянку схожий на завод всередині заводу, де десятки верстатів працюють в єдиному злагодженому комплексі з мінімальною участю людини: на приймальний майданчик ставиться заготовка, і через деякий час тут же можна забрати готовий ротор. 
Заготовки рухаються по конвеєру в спеціальних палетах. Перед початком виконання технологічної операції маніпулятор знімає заготовку з палети, поміщає її всередину установки, а потім повертає деталь назад в паллету. Заготівля переміщається до наступної установки. 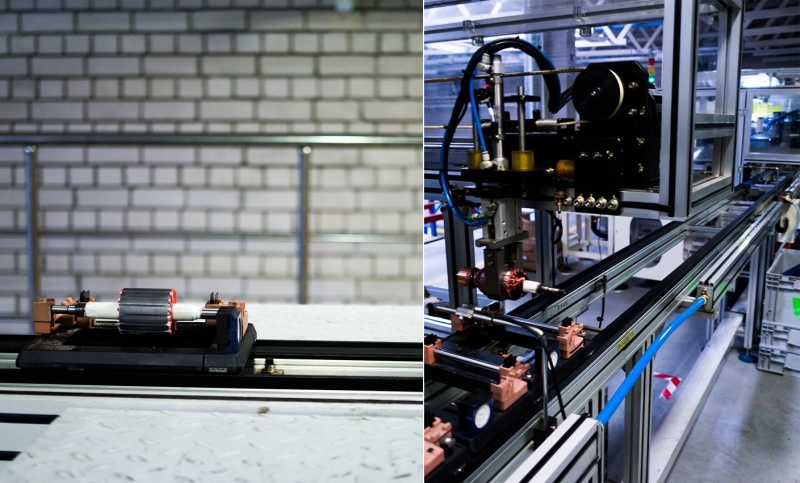
Розглянемо деякі операції ближче. Для довідки: в даному матеріалі вони розташовуються не в хронологічній послідовності. Зліва - бункер для ізоляційних шайб, вони встановлюються одними з перших по ходу руху конвеєра. Праворуч - установка для намотування ротора. Передати красу і витонченість цього процесу за допомогою фотографії неможливо, зате додається відеозапис дозволяє в повній мірі оцінити швидкість і точність роботи намотувальних машини. 
https://www.youtube.com/embed/F1CaQbVu_hI
На цій стадії відбувається установка колекторів з операцією по приєднанню їх ламелей до проводів обмотки (фото праворуч). Для охолодження місць пайки використовується стиснене повітря, що надходить по гофрованої синьою трубці. 
Ще одна операція - установка вентилятора, який напресовується на відповідну шийку вала ротора. 
Ці установки відповідають за ізоляцію пакету ротора, монтаж клина і зачистку ламелей колектора. 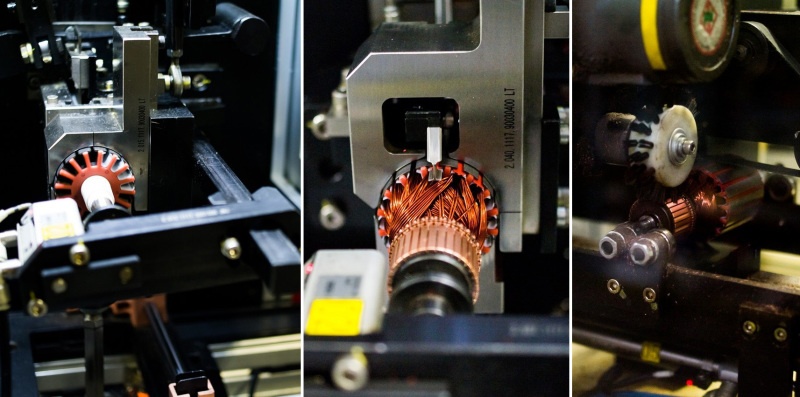
В одній з камер відбувається лазерне нанесення маркування, скло оглядового вікна тонировано для захисту зору оператора. 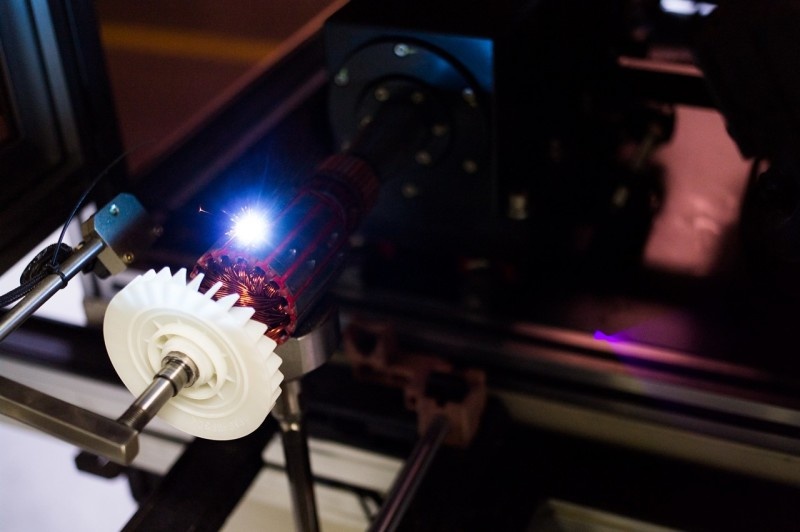
Тут відбувається автоматичне балансування ротора. 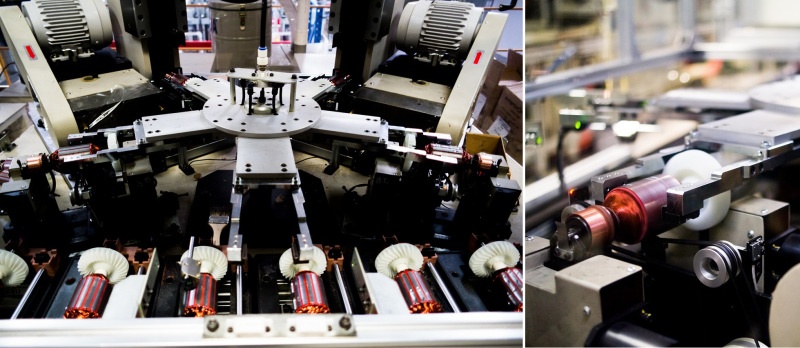
Крапельна просочення лаком - досить брудний процес, для нього на заводі виділена окрема зона. У приймальню камеру завантажуються деталі (фото зліва), подальша процедура автоматизована (фото праворуч - з робочої зони установки). 
Готові ротори надходять на склад комплектуючих, а звідти - на збірку. На фото показаний ротор в розрізі на столі технолога, який перевіряє якість просочення. 
статор
Як і ротор, статор електродвигуна починається з його основи - набірного пакета металевих пластин. До слова, пакети якоря і статора робляться в один прийом на високоточному швидкохідному пресі, куди подається листовий метал з бобін. 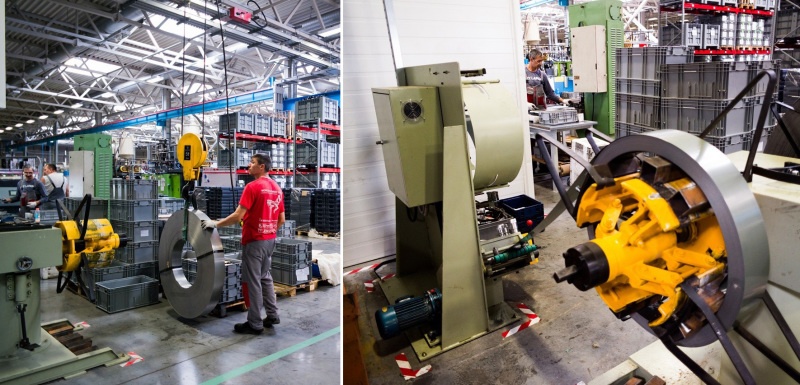
На фотографії - робоча зона цього швидкохідного (до 300 ударів в хвилину) преса: в результаті оператор отримує готовий пакет пластин статора, який залишається лише обжати. 
Пакет статора до подальшої збірці готовий! 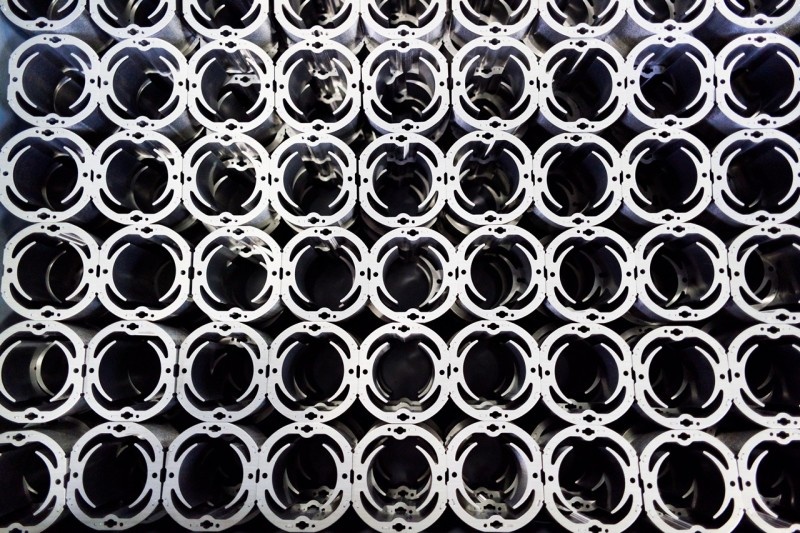
Потім деталь відправляється на роботизований конвеєр, де виконується складання і намотування статора. Лінія автоматизована, оператору необхідно лише завантажувати комплектуючі та знімати готову частину електродвигуна. 
Один з ключових процесів - намотування емаль-провода. Маніпулятор забирає деталь з конвеєра і переміщує її всередину однієї зі станцій автоматизованої лінії. НАМОТУВАЛЬНИК здійснює зворотно-поступальні рухи, а його головка обертається навколо осі, причому все відбувається з дуже високою швидкістю. Після завершення операції маніпулятор повертає деталь на конвеєр для відправки на наступні станції. 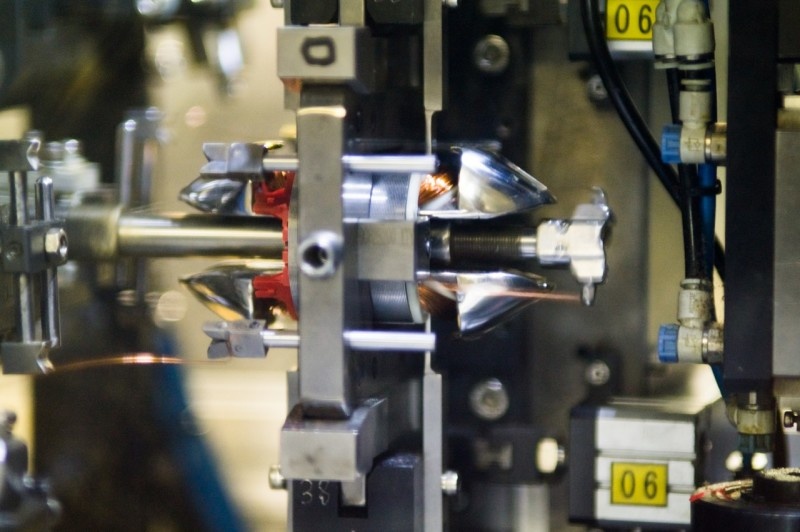
Зібрані статори просочуються лаком на просочувальної машині. Їх завантаження і вивантаження виконуються вручну оператором, а решта відбувається автоматично: деталі прокручуються і просочуються лаком крапельним способом. 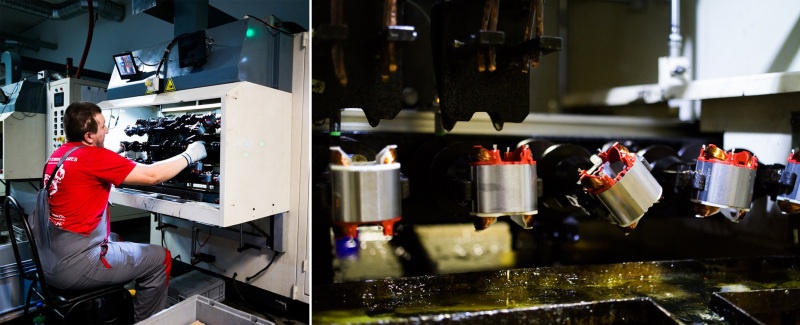
Фактично при виготовленні статора тільки дві операції виконуються вручну. Перша - обтиск вивідних проводів: їх під'єднують вручну, після чого статор піддається термообробці для усадки ізоляції. 
Друга - бронювання обмоток. Оператор підключає висновки статора до установки, яка опускає деталь в ванну і подає напругу. В результаті обмотка нагрівається до 50-70 градусів Цельсія, і під впливом температури на ній відбувається спікання бандажіровочного порошкового покриття. Надлишки порошку на муздрамтеатрі легко здуваються потоком стисненого повітря. 